Комплексное проверочное приспособление
Комплексное проверочное приспособление

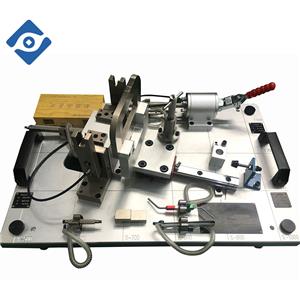
1. Опорная плита: загрузка всех видов деталей, необходимых для проверки, чтобы переместить целое.
2. Измерительная опорная втулка: Три измерительные втулки используются в качестве исходной точки для проверки после обработки проверочного приспособления.
3. Опора: на опоре установлен зажим (не показан), позволяющий зажимать деталь и плотно позиционировать ее.
4. Базовый/установочный блок: точно определите местонахождение проверяемых деталей.
5. Деталь: Деталь, подлежащая испытанию.
6. Опорная колонна: загрузка и размещение пальца и втулки.
7. Болтовой штифт: ошибку положения цилиндрической внешней поверхности детали можно обнаружить, нажимая и вытягивая болтовой штифт.
8. Втулка болта: точно найдите штифт болта.
9. Измерительный блок: Подвижный штифт (№ 11) приводит в движение измерительный блок для проверки.
10. Измерительное сиденье: загрузка и размещение измерительного блока и подвижного штифта.
11. Подвижный штифт: ошибку профиля нижней поверхности нажимной пластины детали можно обнаружить, управляя подвижным штифтом.
Опорная пластина и опора контрольного приспособления изготовлены из алюминиевого сплава, а штифт болта изготовлен из закаленной и отпущенной стали с гладкой и чистой поверхностью. Смажьте болт, чтобы он оставался смазанным.
Используйте метод проверки приспособления
Расположите проверочное приспособление плашмя на верстаке, установите шпильку болта 7 и подвижный штифт 11 проверочного приспособления и разомкните зажим на опоре 3.
Возьмите деталь, зажмите передний фланцевый блок детали в базовый блок 4 и прижмите его струбциной к опоре 3.
Поверните палец болта 7 так, чтобы направляющий штифт болта 7 защелкнулся в направляющем пазу и опустился вниз. Если болт можно успешно вставить в испытуемый разъем, это означает, что положение разъема соответствует требованиям.
Нажмите подвижный штифт 11 влево, и подвижный штифт можно будет сместить вниз. При этом визуально наблюдают взаимное расположение измерительного блока 9 и прижимной пластины детали по направлению плоскости измерительного блока 9. Если все положения дна прижимной пластины невидимы, доказано, что допуск профиля нижняя часть прессующей пластины сертифицирована.
Если все вышеперечисленные операции могут быть успешно выполнены, сборка труб считается квалифицированной и проверка закончена.
Применение проверочных приспособлений
Анализ измерительной системы (MSA) показывает, что проверочное приспособление соответствует требованиям проверки труб в сборе, и во время работы одну заготовку можно проверять каждые 10 секунд. Он применяется на протяжении всего процесса контроля сборки труб, и практика доказывает, что проверочное приспособление просто и надежно в эксплуатации и полностью соответствует требованиям использования. После того, как каждые 50 000 деталей проверены или используются в течение полугода, требуется комплексное повторное тестирование размеров.